

A new innovative seawater desalination method may make it possible to achieve 65% product water rather than the typical 40% available using Reverse Osmosis (RO). At the same time, the method may decrease desalination costs by as much as 31%.
This new seawater desalination method combines the best attributes of both Reverse Osmosis (RO) and Forward Osmosis (FO). As a result, it significantly reduces the problems of each and, when combined, produces a superior result.
Issues with RO
The major problem with using RO is that the osmotic pressure is high for seawater. This high osmotic pressure causes several challenges, including:
- High Energy Cost – Pumps require a lot of energy to provide enough pressure to overcome the osmotic pressure to reverse the water flow.
- High Capital Cost – High-pressure equipment is expensive.
- Low Reverse Pressure Across the Membrane – Most pump pressure is used to overcome the osmotic pressure and reverse the flow of water across the membrane, leaving little pressure left to drive the product water through the membrane.
- Poor Yield of Product Water – When seawater desalination is done with RO, only about 40% becomes product water, leaving the remaining 60% as waste. The limiting factor is the strength of the membranes that cannot withstand the greater pressures required at about 60 ppt of wastewater.
Although RO has some serious issues described above, it is still the most straightforward and lowest cost method of desalination. Therefore it is today's most commonly used process.
Issues with FO
Forward osmosis is not without its problems either. FO’s issues are so significant that it is only used in niche situations. The following describes some of FO’s advantages and disadvantages.
Advantages
- Low Energy Cost – Since FO uses a draw solution to draw the freshwater through the membrane, little energy is required.
- Low Capital Cost – Low-pressure equipment is inexpensive.
Disadvantages
- Many Draw Solutions have Low Osmotic Pressure Draws -Many are too low in osmatic pressure to be used for seawater.
- Many Draw Solutions can be Toxic – This makes them unusable.
- The Cost of Recovering and Recycling the Draw Solution is too High – This is a major drawback and the reason it is not used much today.
There is a possibility of using a FO draw solution that is easier and cheaper to recover. Those draw solutions would have enough offsetting osmotic pressure against seawater's osmotic pressure to make a compelling draw.
Innovative Seawater Desalination Method
A new seawater desalination method combines the best attributes of both RO and FO by combining the two systems (see Figure 1).
Figure 1

The key is to use an osmotic pressure draw solution to offset the seawater's osmotic pressure. Figure 2 describes the concept.
Figure 2
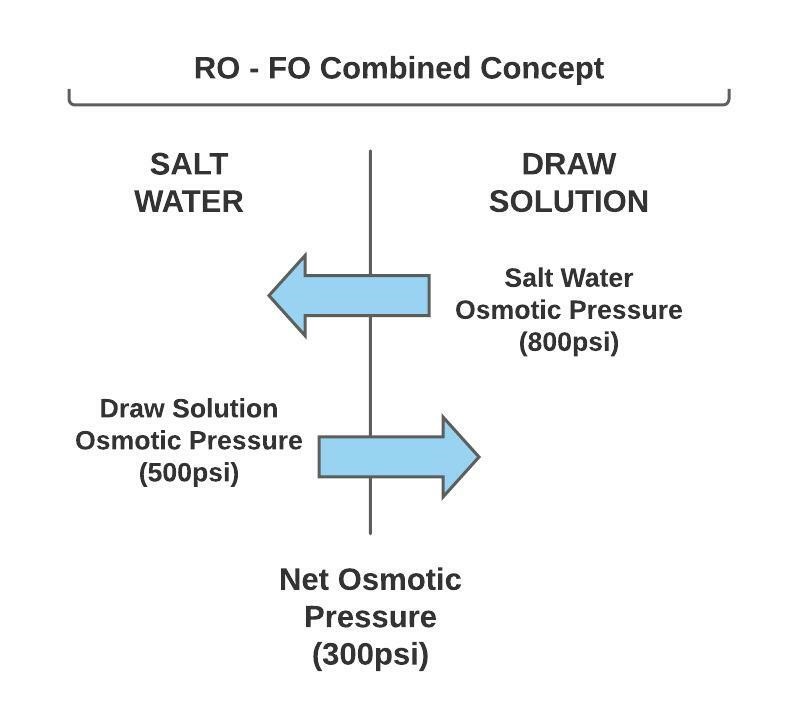
Figure 2 shows that net osmotic pressure of 300 psi can be achieved by netting the saltwater osmotic pressure of 800 psi against the draw solutions 500 psi. Thus, good things happen when the pump pressure in a RO system has far less net osmotic pressure to overcome.
The following table (see Figure 3) compares a more real situation between a RO system and a RO/FO system. In this illustration, Dimethyl Ether (DME) was used as the draw solution. (We will discuss more DME later).
Figure 3
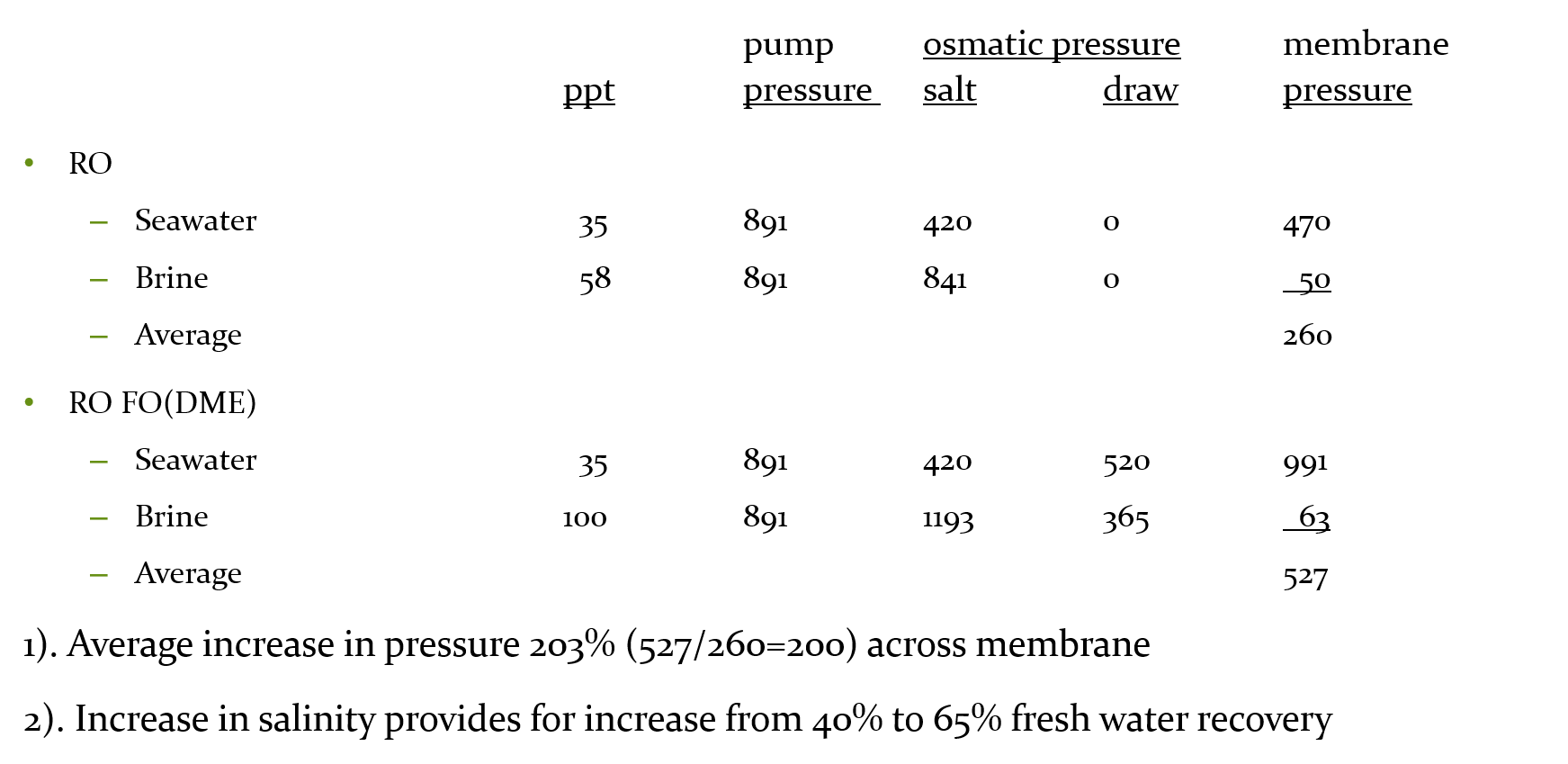
Conclusions:
- Water is processed at the rate of 203% (527 psi/260 psi) faster through the membranes due to greater average pressure difference with the same pump and energy.
- Yields go from 40% to 65% [(100 ppt-35 ppt )/100 ppm] for product water recovery with the same pump and energy. Wastewater declines from 60% to 35%. Total water processed stays the same. The result is there is a 163% (65%/40%) increase in product water.
The following describes the positive results of combining RO and FO as described in the illustration above. The total water processed is the same, but the allocation between product and wastewater shifts, creating more product water. That shift, coupled with faster processing of water through the membranes, has a significant impact on the following costs:
- Lower Energy Cost – 163% more product water for the same energy cost lowers cost by 39% [(1-(1/1.63)]
- Lower RO Membranes Cost – Water passes through the membranes 203% faster due to significantly higher average pressures of RO/FO compared to RO. This faster water flows through the membrane lowers membrane capital and maintenance costs by 51% [(1-(1/2.03)].
- Lower Water Intake and Disposal Costs – 163% more product water for the same water intake with less wastewater lowers capital and maintenance cost by 39%. The combined RO/FO system shifts the same intake water into more product water and less wastewater.
Recovery and Recycling DME
Of course, there is no free lunch. The DME used to produce the counter osmotic pressure must be recovered and recycled to be cost-effective. That requires some recovery and recycling costs that offset the combined RO/FO desalination system savings.
In Figure 4, Dimethyl Ether (DME) was used for the draw solution shown in Figure 3. However, other draw solutions may be used to accomplish a similar result.
Figure 4
The following are some of the characteristics of DME.
- Gas Temperature – -24C of 11F
- Liquid Pressure – 63 psi
- Solubility in Water – 71 grams to a liter
- Maximum Osmotic Pressure – 520 psi
- Toxicity – Relatively low
DME is an Excellent Draw Solution
The 520 psi is the maximum osmotic pressure of DME since it is not soluble in water greater than 71 grams to a liter. Therefore, DME makes an excellent draw solution in that DME is high enough to offset a considerable amount of the seawater's osmotic pressure, as shown in Figure 3. This significant reduction in the net osmotic pressure difference between the salt and the draw allows for higher product yields and lower costs.
DME is Easily Recovered and Recycled
DME gas is easily transformed into a liquid to be used as part of the FO draw solution by pressurizing it to low pressure of 63 psi. When the liquid DME is recovered, the pressure is released, which bubbles out of the water as a gas. A recovery tank is employed under a high vacuum for fast recovery, exceeding 99.99% DME recovery. Since the DME is only 7.1% soluble in water, the amount of DME required to be removed from the water is small.
If waste heat is available, it can be cost-effective instead of a vacuum at about 180 F to remove the DME.
Figure 5 demonstrates the DME recovery and recycling.
Figure 5

Starting at the Draw Solution Tank, the tank is full of product water, and liquid DME is under the pressure of 63 psi. Next, the combined water/DME flows through a decompression value into the DME Recovery Tank. The DME Recovery Tank is under a vacuum with a vacuum pump above the top of the tank, which extracts the DME as a gas. Thus, the product water exits the DME Recovery Tank, leaving the DME free and ready for use. The DME gas is then compressed to 63 psi which transforms it back to a liquid. Finally, the liquid DME is placed into the Draw Solution Tank. The DME recovery and recycling are now complete.
An Example – The California Carlsbad Desalination Plant
The California Carlsbad Desalination Plant will be used to demonstrate rough estimates of using a combined RO/FO method vs. a straight RO method of desalination. A picture of the plant is shown below.
Figure 6

The following table (Figure 7) demonstrates the impact on operating performance on the Carlsbad Desalination Plant using RO/FO compared to straight RO. In addition, estimates were made for the cost of energy and equipment for DME recovery for the plant.
Figure 7

Although the estimates are somewhat rough, they demonstrate that if the Carlsbad Desalination Plant had been built as a combined RO/FO plant rather than a RO plant, water production would have been 81 million gallons/day rather than 50 million gallons/day. In addition, the cost would have been only $1395/acre-foot vs. the present $2014/acre-foot, a 31% savings.
Further Research Required
Although the combined RO/FO concept has been thoroughly researched based on a review of existing literature, the information needs to be validated and tested. Detailed spreadsheets showing all assumptions and calculations are available to anyone who has an interest.
Performing the validations and testing is beyond the scope of the author. My objective is to find someone interested in further validations, testing, and building a prototype demonstration model. My only goal is to do something good for the planet. Therefore, I look for no financial reward, although I would like to stay abreast of developments.
If you are interested, please let me know. Or, if you can kindly pass this article post on to someone else who may be interested, it would be appreciated. My contact information is Bob Cantrell, bob.cantrell@gmail.com, 503-522-8078.